3D-печать: технологии FDM, SLA/DLP/LCD, SLS и SLM
Технология 3D-печати
3D-печать — это процесс изготовления трёхмерных объектов путём послойного добавления материала. Технологию 3D-печати называют аддитивной (от лат. additio — добавление). Она противопоставляется субтрактивной технологии, когда объект создаётся путём убавления материала, например, на токарном или фрезерном станке.
3D-печать часто используется инженерами и любителями для изготовления прототипов устройств, отдельных узлов и корпусов электронных устройств. Архитекторы применяют 3D-печать для изготовления макетов зданий и ландшафтов. Художники реализуют с помощью 3D-принтера самые смелые фантазии.
Сегодня 3D-печать используют и для мелкосерийного производства.

В этой статье мы подробно разберём основные технологии 3D-печати: FDM, SLA/LCD/DLP, SLS и SLM. Ознакомимся с их достоинствами и недостатками.
Заказ 3D-печати в AlashEd
Совет
А ещё вы можете заказать печать моделей из популярных материалов у нас в AlashEd. Мы много лет работаем с этой технологией и применяем 3D-печать, в том числе, и для изготовления своей продукции. Работаем как с FDM, так и со стереолитографией (SLA/LCD/DLP).
Заказ можно оформить на отдельной странице нашего сайта. Для оформления и оплаты заказа потребуется регистрация на сайте интернет-магазина.
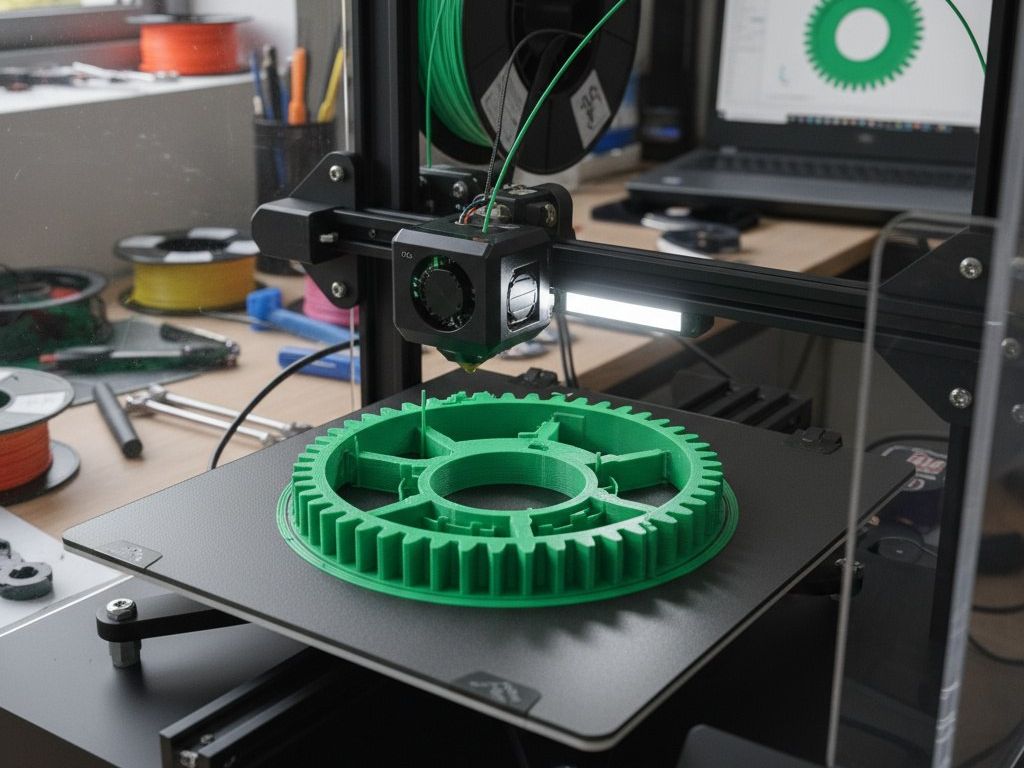
Экструзионная 3D-печать (FDM)
Самая популярная в любительской среде технология 3D-печати — это, конечно, FDM (Fused Deposition Modeling). Хотя технология была разработана в 90-х годах прошлого века, рассвет её произошёл после появления открытого проекта RepRap. Проект оказался настолько доступен для воспроизводства, что сделать простейший 3D-принтер стало возможно даже у себя дома, используя при этом подручные материалы и запчасти от старой техники.
3D-принтер RepRap Mendel
Как же устроена FDM печать?
Представьте обычный струйный принтер, который печатает на листе бумаги квадрат. Он тонким слоем наносит чернила на бумагу, чтобы получился аккуратный закрашенный квадрат. Теперь представьте, что вместо чернил у него пластиковая нить, а вместо бумаги — специальная платформа, к которой пластик хорошо прилипает.
За один проход принтер напечатает тонкий пластиковый квадрат, затем печатающая головка поднимется немного выше и напечатает ещё один слой, прямо сверху первого. Будучи нагретыми, слои пластика склеиваются и с каждым шагом квадрат будет расти в высоту, и наконец, превратится в объёмный кубик!
Лучше всего процесс печати виден при работе с такими материалами как глина или бетон. Слои у них получаются толстые, и невооружённым глазом видно как вырастает деталь.
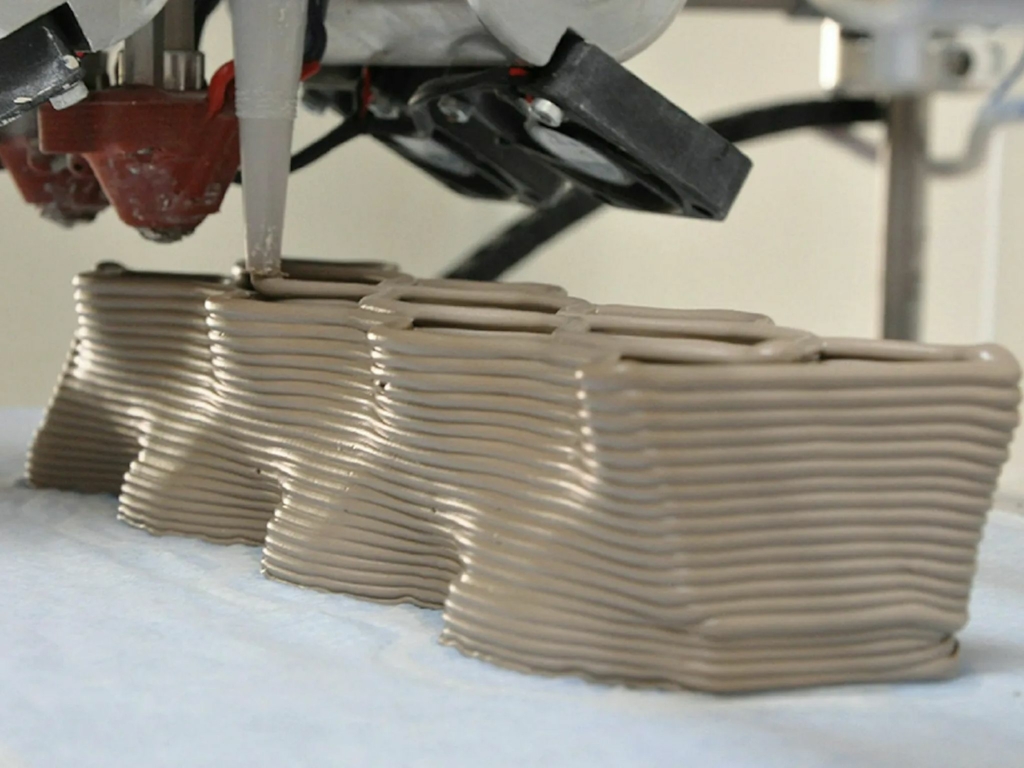
3D-печать глиной
Параметры печати FDM
Технология FDM имеет ряд ключевых параметров, которые влияют на свойства самого изделия и на сам процесс печати.
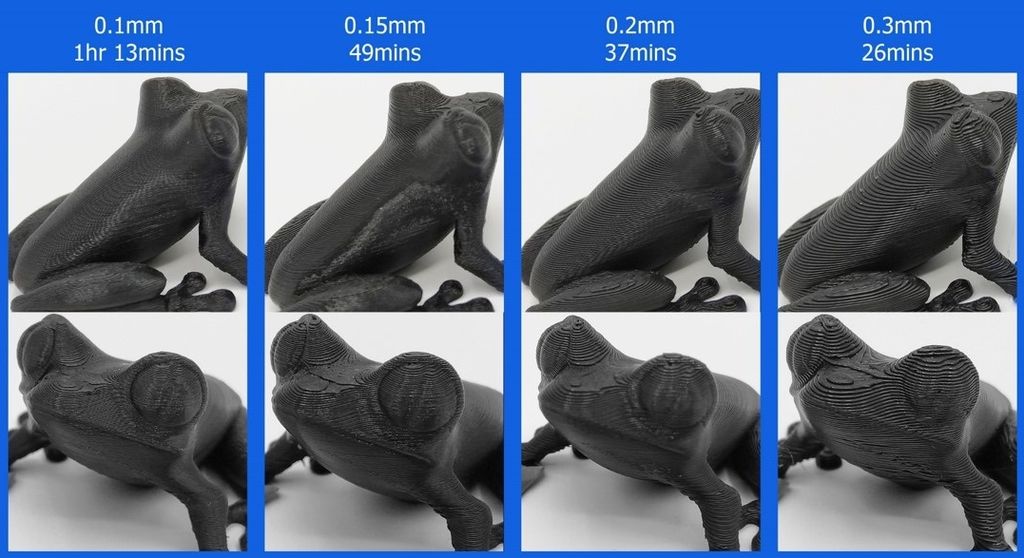
Толщина слоя
Это основной параметр, который определяет качество поверхности изделия. Чем меньше толщина слоя, тем более гладкой будет поверхность. Изделия, которые печатаются на обычных любительских 3D-принтерах рационально печатать с толщиной слоя 0,2 — 0,3 мм.
Поддержки
Если изделие имеет нависающие элементы, то для их печати потребуется построить дополнительные поддержки. Эти детали тратят пластик и время печати. Кроме того, для их удаления требуется дополнительная механическая обработка изделий.

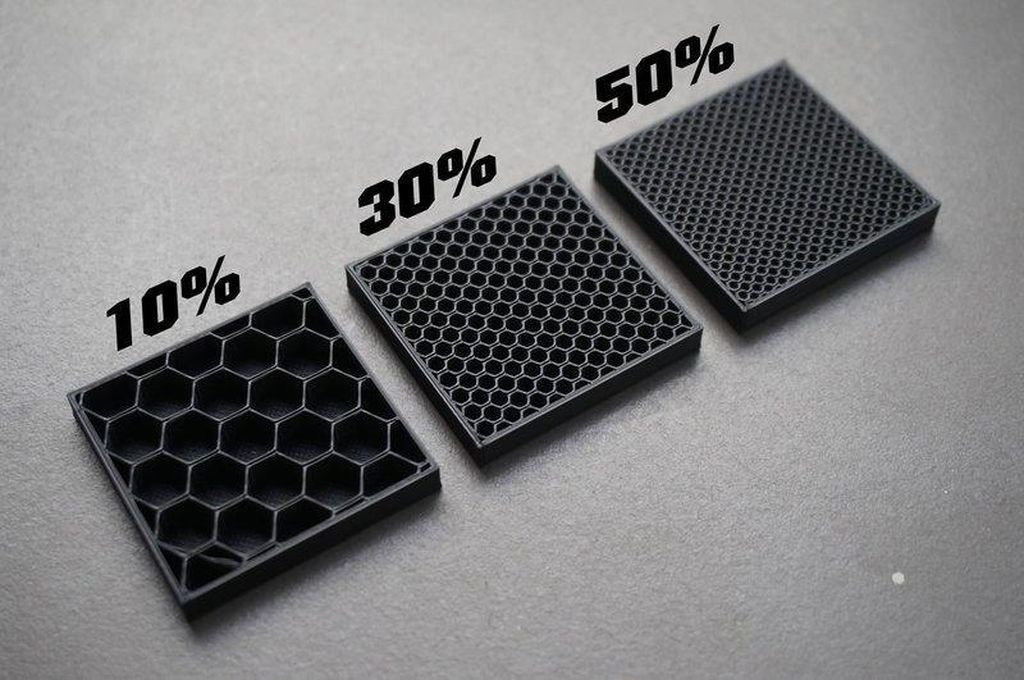
Плотность заполнения
Изделие, напечатанное на 3D-принтере представляет собой монолитный каркас, заполненный порами. Плотность этих пор и определяет данные параметр. Чем выше плотность заполнения, тем прочнее деталь, но тем она дольше печатает и больше потребляет пластика.
Примечание
На практике, для большинства прикладных задач плотности 20%-30% бывает вполне достаточно.
Скорость печати
Чем выше скорость печати, тем быстрее напечатается наше изделие. Однако, с увеличением скорость начинают возникать разного рода проблемы.
Чем быстрее скорость печати, тем быстрее должен прогреваться пластик в экструдере. Это требует более мощного нагревателя и различных ухищрений в конструкции.
Для застывания пластику нужно охлаждаться. То есть, наряду с тем, что экструдер должен сильнее нагреваться, последний напечатанный слой должен сильнее охлаждаться. Это требует особого подхода к обдуву пространства под соплом.
Материалы FDM
Изготовить детали при помощи экструзионного принтера можно из совершенно различных материалов. Из всего, что можно сделать вязким и выдавить через экструдер:
пластмассы;
композиты пластмасса+наполнитель (металл, углеволокно, стекловолокно и пр);
бетонные смеси;
керамика;
пищевые продукты (шоколад, сахар, тесто и пр.).
В бытовой печати обычно используют четыре основных типа пластмасс: PLA, PETG, ABS и TPU. Реже: нейлон, SBS, HIPS. Также, для некоторых изделий могут понадобиться композитные материалы на основе этих пластиков, например, ABS+углеволокно или PLA+деревянные волокна.
Рассмотрим особенности каждого из основных пластиков.
PLA (полимолочная кислота, ПЛА)
Биоразлагаемый и биосовместимый пластик, на основе молочной кислоты. Сырьем для производства PLA служат возобновляемые ресурсы, такие как кукуруза и сахарный тростник. В промышленности используется для производства изделий с коротким сроком службы (пищевая упаковка, одноразовая посуда, пакеты, различная тара), а также в медицине, для производства хирургических нитей и штифтов.
Характеристики
плотность: от 1,23 до 1,25 г/см³;
прочность на разрыв: от 55 до 65 МПа;
температура экструзии: от 180°С до 220°С;
температура тепловой деформации: 55°C;
температура стола: от 20°C до 60°C;
скорость печати: 100 мм/с;
степень усадки в диапазоне от 0,1% до 0,3%;
высокая жесткость; модуль упругости при изгибе соответствует значению 3,8 ГПа;
растворим в дихлорметане/дихлорэтане.
Достоинства
низкая токсичность; отсутствие резкого запаха при печати; напечатанные изделия могут использоваться внутри помещений; допуск к контакту с пищевыми продуктами.
хорошая свариваемость слоёв;
хорошая адгезия к столу;
отсутствие потребности в термокамере;
напечатанные изделия имеют качественные финишные поверхности, не требующие постобработки;
биоразлагаемый.
Недостатки
низкая химическая стойкость;
становится эластичным уже при 55-60 °С;
хрупкий, особенно на морозе;
гидроскопичность, нужно хранить в сухом месте и сушить после долгого хранения.
PETG (полиэтилентерефталатгликоль, ПЭТГ)
Наиболее часто используемый тип пластика на планете (в виде PET). Вы можете найти его в составе пластиковых бутылок, пищевых контейнеров, упаковки, игрушек, кухонной утвари и более распространенных пластиковых изделиях. Кроме того, этот перерабатываемый пластик можно формовать под давлением, выдувать, термоформовать, гнуть, резать и даже использовать для печати на 3D принтере.
Характеристики
плотность: 1,27 г/см³;
прочность на разрыв: от 37 до 55 МПа;
температура экструзии: от 220°С до 250°С;
температура тепловой деформации: от 80°C до 85°C;
температура стола: от 70°С до 80°С;
скорость печати: 100 мм/с.
Достоинства
высокая химическая стойкость, отлично противостоит воде, маслам и многим химикатам;
исключительно хорошая свариваемость слоёв;
отсутствие потребности в термокамере;
высокая ударостойкость;
оптическая прозрачность для прозрачных цветов и глянец на поверхности;
допуск контакта с пищей;
практически отсутствует запах при печати;
перерабатываемый;
Недостатки
чрезмерная адгезия к столу, высокий риск повредить поверхность стола;
гидроскопичность, нужно хранить в сухом месте и сушить после долгого хранения;
чувствительность к скорости охлаждения, не рекомендуется использовать обдув на первых слоях, а для больших деталей обдув может быть вообще не нужен.
ABS (акрилбутадиенстирол, АБС)
Широко применяется для изготовления корпусов различных приборов, деталей автомобилей, игрушек, мебели и пр. В нормальных условиях нетоксичен. Обладает долговечностью в отсутствии прямых солнечных лучей и ультрафиолета.
Более эластичный, но менее твердый чем PLA пластик.
Предупреждение
Самой большой проблемой при печати этим пластиком является его свойство деформироваться (основание детали по краям отлипает от стола). Чем больше поверхность соприкосновения со столом, тем выше вероятность отлипания детали во время печати. Кроме того, деталь может расслоиться в месте наибольшего напряжения. Так что для печати ABS пластиком рекомендуется использовать 3D-принтер с закрытой камерой, которая регулирует температуру вокруг детали.
Предупреждение
Вторая проблема — токсичность. Работа с ABS-пластиком сопряжена с выделением токсичных испарений. При его нагреве в воздух попадает акрилонитрил — опасное для человека вещество. Хотя разовая печать небольшой детали не приведет к отравлению, даже кратковременное воздействие может вызвать недомогание, такое как головная боль и тошнота.
Характеристики
плотность: 1,05 г/см³;
прочность на разрыв: от 30 до 50 МПа;
температура экструзии: от 245°С до 260°С;
температура тепловой деформации: от 85°C до 110°C;
модуль упругости при изгибе: 2,3 Гпа;
усадка: от 0,4% до 0,7%;
диапазон эксплуатационных температур от -40 °С до +100 °С;
растворитель: ацетон, дихлорметан/дихлорэтан.
Достоинства
отличная механическая прочность, ударная стойкость;
высокая жесткость;
высокая химическая стойкость: к бензину, к щелочам, кислотам, маслам;
долговечность изделий, при условии отсутствия прямого воздействия солнечных лучей.
Недостатки
сложность печати: сильно подвержен короблению (усадке) при остывании, требует обязательного использования нагреваемого стола (обычно 90-110°C) и закрытой камеры для поддержания стабильной температуры;
высокая токсичность: при печати выделяет неприятный и потенциально вредный акрилонитрил.
TPU (термопластичный полиуретан)
Обладает высокой степенью эластичности, гибкости, стойкости к воздействию низких температур, а также щелочей и кислот. Используется в химической и автомобильной промышленности, служит для производства накладок в салон автомобиля, низа подошвы для обуви, обмотки силового кабеля, корпусов смартфонов, а также защитных аксессуаров. Идеален для создания трехмерных моделей архитектурных макетов и человеческих органов. Нельзя подвергать повторной переработке, у него практически полностью отсутствует запах, плохо подвергается механической обработке.
Характеристики
плотность: 1,25 г/см³;
температура экструзии: от 175°С до 190°С;
температура стола: от 50°С до 70°С;
твёрдость по Шору A=75 ед;
рабочая температура: от -60°С до 120 °С.
Достоинства
химическая стойкость: стоек к большинству бытовых растворителей;
материал стоек к деформациям на растяжение и на сжатие;
низкая гигроскопичность.
Недостатки
механическая и химическая обработка затруднена.
Стереолитография (SLA/DLP/LCD)
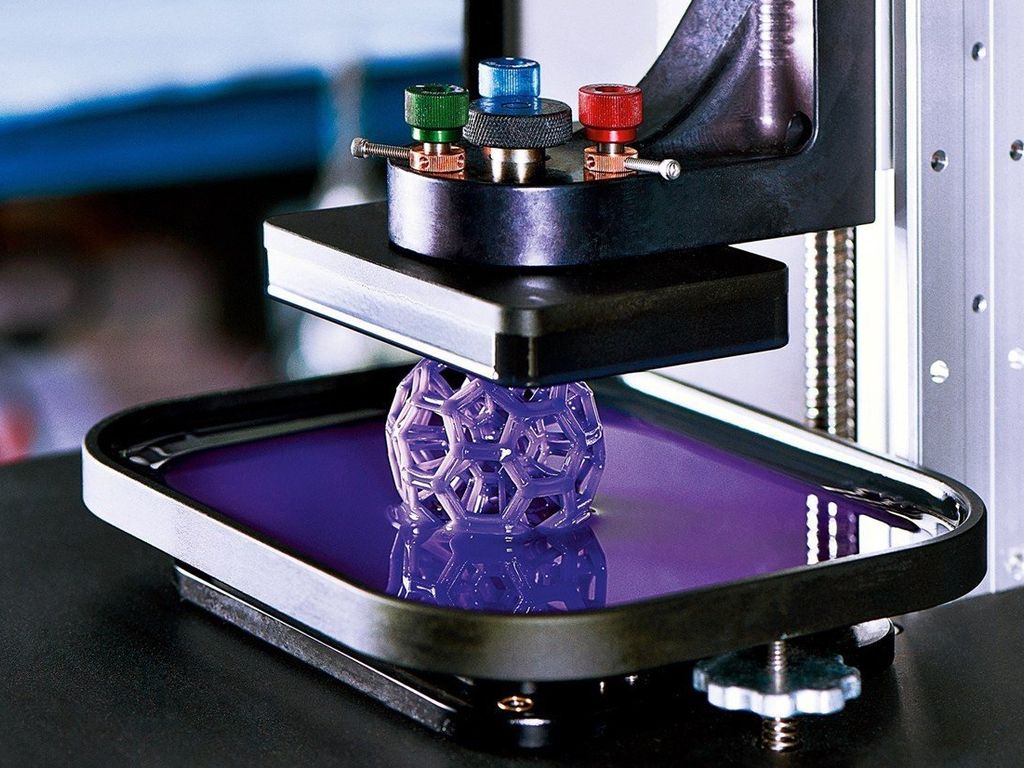
3D-принтер работающей по технологии стереолитографии использует жидкий фотополимер (смолу), который затвердевает под воздействием ультрафиолетового света. Поскольку данная технология использует для выращивания объекта жидкость, а не вязкую пластмассу, то объект получается более детализированный.

Наибольшее распространение получили три типа таких принтеров: SLA, DLP, LCD. Отличаются они только устройством засветки:
SLA — здесь используется лазерный луч, который должен засветить каждую точку слоя последовательно;
DLP — засветка происходит от матрицы микрозеркал, которые засвечивают слой мгновенно;
LCD — обычный источник УФ-излучения светит через LCD матрицу, используемую в мониторах.
Основные части SLA 3D-принтера:
ванночка с прозрачным дном, наполненная фотополимером;
подъёмный механизм, с закреплённой на нём платформой;
устройство засветки слоя: УФ лазер (SLA) или LCD матрица с УФ подсветкой;
контроллер и периферия.
Примечание
Как видно, устроен такой принтер значительно проще, чем FDM. В нём меньше механических узлов — это ещё одна причина более качественного результата.
Вот как это происходит стереолитография, шаг за шагом:
платформа опускается в фотополимер, оставляя под собой очень тонкий слой жидкости (тоньше человеческого волоса!).
снизу, через прозрачное дно, устройство засветки проецирует на фотополимер контур первого слоя.
в тех местах, куда попал свет, смола мгновенно затвердевает.
платформа поднимается, отрывая первый слой от дна. Свежий жидкий фотополимер затекает на освободившееся место.
платформа снова опускается, оставляя под собой новый тонкий слой фотополимера. Устройство засветки»рисует» следующий слой, который намертво прилипает к предыдущему.
Эти шаги повторяются сотни, а то и тысячи раз, пока деталь не будет готова. Принтер буквально вытягивает готовый объект из жидкого фотополимера.
Материалы SLA
Стандартные / Универсальные фотополимеры
Этот тип материалов подойдёт для большинства обычных задач: прототипирование моделей, сувениров, фигурок.
Стандартные фотополимеры дают хороший баланс между прочностью, точностью и ценой. После засветки часто имеют хрупкость.
Высокодетализированные / Ювелирные
Применяются для создания моделей с максимально возможной точностью и гладкой поверхностью (ювелирные изделия, миниатюры, зубные протезы).
Очень хрупкие, но передают мельчайшие детали без видимых слоев.
Прочные / Инженерные (ABS-like)
Инженерные фотополимеры используют для изготовления деталей, которые должны выдерживать нагрузки, удары или изгибы (функциональные прототипы, корпуса, инженерные изделия).
Они обладают повышенной ударной вязкостью и гибкостью, меньше хрупкие. Название «ABS-like» означает, что их свойства похожи на ABS-пластик.
Гибкие / Эластичные
Для печати деталей, которые должны гнуться и возвращать форму (прокладки, уплотнители, шины для дронов, протезы).
После засветки напоминают резину — их можно сжимать и растягивать. Степень гибкости бывает разной (например, как у автомобильной покрышки или как у мягкого ластика).
Литьевые (Castable)
Чаще всего применяются для изготовления ювелирных изделий и в литейном производстве. Из отпечатанной модели делают литейную форму, а затем смола полностью выгорает без остатка, оставляя полость для расплавленного металла.
Важно
Главное свойство — чистое и полное выгорание при высокой температуре.
Специализированные
Это смолы с особыми, часто «магическими» свойствами:
Термостойкие. Выдерживают высокие температуры (например, для литья форм или деталей near двигателя).
Биосовместимые. Используются в стоматологии и медицине (для капп, хирургических шаблонов). Проходят специальную сертификацию.
Горячетвердеющие (Hot Cure). После печати требуют засветки в горячей воде, что делает их в разы прочнее стандартных.
Церметы (Cermet). Смесь смолы и металлического порошка (например, нержавеющей стали). После печати и выгорания смолы деталь спекается в печи, становясь металлической.
Водорастворимые (Support). Используются не для самой модели, а для печати поддержек. Готовую деталь просто помещают в воду, и поддержки растворяются, не оставляя следов.
Лазерное спекание (SLS)
SLS 3D-принтер использует пластмассовый порошок, и соединяет его частички вместе с помощью мощного лазера. При этом частички порошка спекаются между собой.

Перед началом печати принтер заполняется порошком в два отсека: основной рабочий стол и подающий. Затем камера принтера нагревается до температуры, почти достаточной для плавления порошка (но не совсем). Это нужно, чтобы лазеру требовалось меньше энергии на спекание.
Наконец, начинается процесс печати, состоящий из шагов:
ракель-дозатор (лезвие или валик) наносит из подающего отсека на рабочий стол очень тонкий и ровный слой порошка.
лазерный луч пробегает по поверхности порошка и в тех местах, где должен быть контур детали, на мгновение нагревает и сплавляет частички между собой.
когда слой готов, рабочий стол опускается на толщину одного слоя.
ракель наносит новый слой свежего порошка поверх предыдущего.
лазер спекает уже этот новый слой, и он приваривается к предыдущему.
Это повторяется снова и снова, пока деталь не будет готова.
Совет
Большой плюс SLS — пластмассовый порошок, который не спекается лазером, остается на месте и служит естественной поддержкой для детали. Это значит, что можно печатать сложнейшие объекты с нависающими элементами, полостями и подвижными частями прямо внутри рабочей камеры, не боясь, что они разрушатся. Не нужно строить вспомогательные структуры, как в SLA или FDM.
Примечание
SLS — это единственная технология 3D-печати, которая не требуется дополнительной механической обработки изделий. Всё что требуется сделать по завершении печати — сдуть с детали лишний порошок.
Предупреждение
3D-принтер работающий по технологии SLS — это весьма сложное устройство, которое имеет соответствующую цену. Материал для SLS также отличается высокой стоимостью. Всё это делает печать на SLS более дорогой, чем FDM и SLA.