Как паять выводные и SMD радиодетали

Для чего нужна пайка
Пайка — это технология сборки электронных схем, при которой радиодетали присоединяются к печатной плате с помощью расплавленного металла — припоя. Все современные электронные устройства собираются при помощи пайки, так что для инженера работа с паяльником — дело чести.
В профессиональной среде пайку радиодеталей на печатную плату называют монтажом.
А какие ещё методы сборки схем бывают?
Если речь идёт об эксперименте или об учебной задаче, то электронную схему можно собрать на беспаечной макетной плате. Такая плата представляет собой сетку из контактов, в которые можно втыкать провода со штырьками. Это очень быстрый и удобный способ монтажа, но весьма ненадёжный — он не годится для создания устройств которые должны служить продолжительное время.
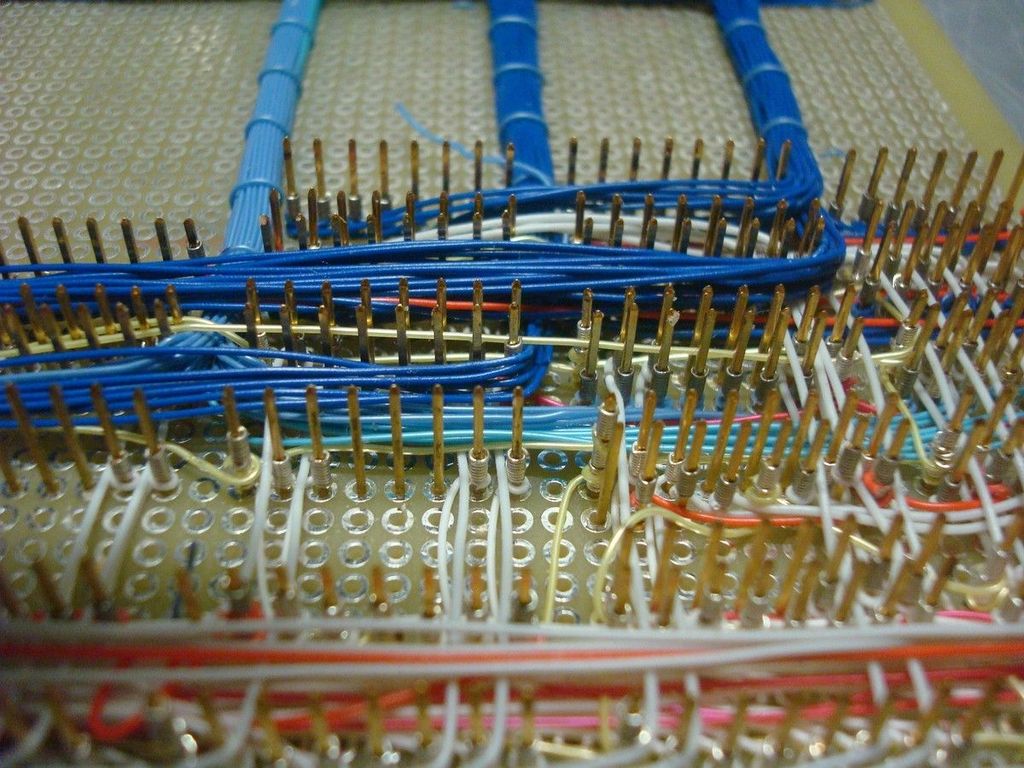
Другой способ был популярен на заре электронной технике — это метод монтажа накруткой. Провод зачищается с одного конца и наматывается на штырёк, торчащий из платы. С помощью такого метода собирали даже компьютеры, которые работали десятилетиями.
Метод соединения накруткой значительно надёжнее обычной беспаечной платы. Намотанный на штырёк провод образует химический контакт, которому не страшно окисление. К тому же, накрутка весьма устройчива к вибрации. Метод до сих пор используется для создания прототипов устройств.
Пайка в промышленных масштабах
Для монтажа печатных плат сегодня применяются разные способы, в зависимости от условий.
Если на плате есть много выводных элементов, то самый быстрый способ — обмокнуть тыльную сторону платы в ванну с расплавленным припоем. Все контакты, оказавшиеся в ванне будут мгновенно спаяны.
Более продвинутый способ — пайка волной. Плата закрепляется над ванной, а на поверхности расплавленного припоя формируется волна. Волна проходит от начала до конца платы и своим гребнем спаивает все контакты.

Для SMD элементов есть два основных способа: пайка роботом и пайка в печке.
В первом случае используется линейный робот, работающий в декартовых координатах. Такой же, как в портальных ЧПУ фрезерах и гравёрах. На каретке робота закрепляется паяльник с податчиком припоя. Каретка двигается над поверхностью платы, позиционируясь в нужных местах, где в дело вступает паяльник.
Кроме классического паяльника, на каретке может быть закреплён лазер. Также популярны роботы, у которых на каретке размещается миниатюрная ванночка с припоем. Такой способ называется миниволной.
Пайка роботом используется в схемах, где есть чувствительные к температуре элементы. Паяльная головка передвигается над поверхностью платы, точно позиционируется в нужной позиции прямо над точкой пайки и нагревает только нужный контакт.
Чаще же используется пайка в печке. В этом случае на печатную плату в местах контакта наносится паяльная паста. Затем на плату выкладываются компоненты. Это может происходить вручную или при помощи автоматического расстановщика. Далее, плата помещается в печку, которая постепенно нагревает всю плату до заданной температуры. Паста расплавляется и надёжно спаивает контакты.
Пайка в домашних условиях
Когда нужно спаять небольшую схему в домашних условиях на помощь приходит паяльник. Этот, известный всем инструмент, в умелых руках позволяет собирать даже очень сложные схемы.
Типичный паяльник состоит из рукояти, нагревательного элемента и жала. Принцип действия прибора весьма прост. настолько простой инструмент, что его можно легко сделать самостоятельно. Однако, для удобной и надёжной пайки лучше использовать современные цифровые паяльники с термостатом и специальными жалами.
Паяльником можно паять не только выводные элементы, но даже SMD больших размеров: 1206, 0806, 0603. Некоторые умельцы могут припаять с помощью паяльника 0402 и даже 0201.
Теперь поговорим подробнее о том, каким паяльником лучше паять и какой припой использовать.
Припой
Свинцовый и бессвинцовый
Одним из важнейших фактов, которые необходимо знать о припое, является то, что традиционно припой в основном состоял из свинца (Pb), олова (Sn) и некоторых других легирующих металлов. Такой припой известен как свинцовый припой. Типичные марки свинцовых припоев:
Sn63Pb37 ПОС63 — 63% олова и 37% свинца, идеальный эвтектический сплав с температурой плавления — 183°C, отлично подходит для пайки радиодеталей;
Sn61Pb39 ПОС61 — 61% олова и 39% свинца, температура правления 183°C-184°C, всё ещё годится для пайки электроники;
Sn60Pb40 ПОС60 — 60% олова и 40% свинца, температура правления 183°C-190°C, применяется для залуживания больших поверхностей и спаивания металлических швов.
Предупреждение
Свинец вреден для человека и при значительном воздействии может привести к отравлению. С другой стороны, свинец является очень важным компонентом припоев, благодаря которому удаётся достигнуть низкой температуры плавления и лучшей смачиваемости деталей.
Примечание
В 2006 году Европейский Союз принял Директиву об ограничении использования опасных веществ (RoHS). Эта директива ограничивает использование свинцового припоя (наряду с другими материалами) в электронном и электрическом оборудовании. С этого момента использование бессвинцового припоя стало нормой в электронном производстве.
Для замены свинца в бессвинцовых припоях используются другие легирующие металлы: серебро и медь. Такой припой обычно маркируется символом RoHS. Популярные марки бессвинцовых припоев:
Sn99.3Cu0.7 — 99,3% олова и 0,7% меди, температура плавления 227°C;
Sn99Ag0.3Cu0.7 — 99% олова, 0,3% серебра и 0,7% меди, температура плавления 227°C;
Sn42Bi58 — 42% олова, 58% висмута, температура плавления 138°C.
Какой припой лучше использовать?
В сфере производства электроники рекомендуется использовать бессвинцовый припой, чтобы гарантировать безопасность продукции. Однако когда речь идет о любительских проектах, выбор припоя остается за вами. Многие по-прежнему предпочитают свинцовый припой благодаря его превосходной способности создавать надежные соединения. Другие же ставят безопасность выше удобства работы и выбирают бессвинцовый вариант.
Бессвинцовый припой не лишен недостатков: он плавится при более высокой температуре, чем свинцовый, что требует большего нагрева для достижения текучести. Многие виды бессвинцового припоя имеют флюсовый сердечник — химический агент, улучшающий растекаемость бессвинцового припоя. Хотя можно использовать бессвинцовый припой и без флюса, его наличие значительно облегчает достижение того же качества пайки, что и со свинцовым припоем.
Помимо выбора между свинцовым и бессвинцовым припоем, при его покупке следует учитывать и другие факторы. Во-первых, помимо свинца и олова существуют десятки других составов припоя. У каждого есть своим преимущества и недостатки. Во-вторых, припой выпускается с различной толщиной прутка. При работе с мелкими компонентами часто лучше использовать очень тонкий припой. Для крупных компонентов рекомендуется более толстая проволока. Наконец, припой бывает не только в виде проволоки. Например, для поверхностного монтажа (SMD) чаще используется паяльная паста, особенно, если речь идёт о серийном производстве.
Паяльники
Самый популярный вид паяльника, который можно назвать классическим, состоит из рукояти, нагревателя и жала. Нагреватель в самом простом случае подключается напрямую к сети 220В. Такой паяльник имеет фиксированную мощность и температуру нагрева. Мощность таких паяльников обычно составляет 40Вт, 60Вт и 80Вт.
Пользоваться классическим паяльником для пайки выводных радиодеталей можно, но неудобно. А паять SMD им крайне неудобно. Это примерно тоже самое, что пытаться писать письмо карандашом размером со швабру.

Паяльник с термостатом
Модификация паяльников со встроенным термостатом позволяет настраивать температуру под конкретную задачу. Например, для пайки SMD температуру можно убавить до 300°C, а для прогрева контактов силовых разъёмов — временно поднять до 400°C. Какие это детали вовсе нельзя нагревать выше конкретной температуры, в этом тоже поможет термостат.

Управление температурой может осуществляться при помощи колёсика и цифровой шкалы, либо при помощи кнопок и дисплея, как на фотографии выше.
Паяльная станция
На верхушке иерархии стоят паяльные станции. Типичная станция состоит из основного блока — базы и паяльника на проводе. База отвечает за регулировку температуры, в то время как паяльник состоит только из рукояти с нагревателем и жалом.

В отличие от обычных паяльников, рукоять станции может быть очень компактной и при этом работать на большой мощности. Это делает станцию незаменимой для профессиональной пайки электроники, особенно SMD компонентов мелких размеров. Да и любителю паять при помощи станции тоже сильно понравится, благо что их цена не такая уже заоблачная.
Также, кроме непосредственно паяльника станции могут работать с дополнительными инструментами: феном, щипцами, дозаторами.
Интеллектуальные паяльники
Этот вид паяльников появился совсем недавно и сразу завоевал сердца любителей электроники. Такое устройство не требуется наличия базы как у станции, но при этом обладает большинством преимуществ станции. У них высокая скорость нагрева и охлаждения, высокая точность регулировки температуры.

Как и в случае паяльной станции, интеллектуальный паяльник весьма компактен. Так что им будет удобно паять SMD компоненты.
Питаются интеллектуальные паяльники от USB блоков питания, которые поддерживают технологию быстрой зарядки: QC, PD и пр. В качестве жал они используют картриджи, благодаря которым и удалось добиться высокой теплоотдачи при таких размерах.
Сменные жала
Жало у паяльника, как правило, сменное. Разными производителями были разработаны свои модели жал, которые предназначались для конкретных паяльников. Позже, некоторые модели стали очень популярными, например, серия 900M от HAKKO.
Кроме модели жала, важна ещё и его форма. Разные формы предназначены для разных работ. Жало-топорик (тип K) подойдет для прогрева больших корпусов, например, DPAK. Или для пайки многовыводных компонентов волной. Острым жалом (тип I) удобно паять мелкие SMD компоненты в корпусах 0603 и даже 0402.

Совет
Жала со временем портятся и требуют замены. Правильным будет иметь в наличии пару основных рабочих жал и несколько жал разной формы: K, I, BC.
Жала-картриджи
Современные паяльники всё больше снабжаются жалами-картриджами. Каждый такой картридж состоит из нагревательного элемента, датчика температуры и жала. Такой подход позволяет добиться большей точности регулирования температуры и большей энергоэффективности.
К самым популярным относятся картриджи T12 (клон T18), С245, C210, SH72.
Выводной монтаж - TH
Радиодеталь называют выводной если она крепится к печатной плате путём установки её контактов в отверстия и дальнейшего их припаивания (или с помощью накрутки). А процесс сборки плат с такими деталями называют сквозным монтажом, или на английском: THT — Through-hole Technology.
На заре электроники все радиодетали были выводными. Сейчас же такой способ монтажа применяется в основном для силовых элементов, которые работают с большими напряжениями и токами. В наше время подавляющая часть электроники собирается поверхностным монтажом с помощью SMD элементов — это компактнее и дешевле в масштабах промышленного производства.
Но выводной монтаж всё ещё широко распространён среди DIY-энтузиастов. Ведь чтобы создать прототип устройства на макетной плате потребуется соединить различные модули, радиодетали и контроллеры, которые часто снабжены или штырьками или отверстиями под них.
Важно
Сквозной монтаж отлично подходит для получения навыков пайки. И перед тем, как переходить к более сложным платам с SMD радиодеталями, следует обязательно научиться паять выводные платы!
Как припаять выводной элемент?
После того как ножки элемента выставлены в отверстия на плате, следует чётко выполнить всего 4 простых операции:

Прижимаем жало паяльника одновременно к ножке и к площадке. Ждём несколько секунд, пока жало нагреет ножку и площадку до температуры плавления припоя.
Осторожно подсовываем пруток припоя в точку прикосновения жала и ножки.
Припой начнёт плавиться и растекаться по площадке, одновременно смачивая и ножку и площадку.
Убираем паяльник и ждём пока припой застынет. Дуть при этом не рекомендуется — быстрое остывание может нарушить структуру припоя и тем самым негативно повлиять на надёжность соединения.
Подсказка
Особое внимание следует уделить флюсам. Если для пайки используется припой с флюсом, то дополнительно смачивать место пайки флюсом нет необходимости.
Дефекты выводной пайки
На изображении выше представлен вид правильно спаянного соединения и различные дефекты. Рассмотрим их слева направо.
Идеальная пайка. Припой лежит в виде конуса.
Слишком много припоя. Это не повлияет на качество соединения, но увеличивает расход припоя.
Слишком мало припоя — ненадёжный контакт.
Припой не имеет физического соединения с площадкой, он весь прилип к ножке. Крайне ненадёжный контакт, или его отсутствие.
Перегрев, плата вокруг площадки потемнела. Возможно отслоение медной фольги от стеклотекстолита, что ослабляет крепление детали к печатной плате.
Замыкание соседних контактов.
Предупреждение
Каждый из этих дефектов поправим, но следует их избегать.